
Chinese factory Custom Hot Runner Injection Molds
Custom Hot Runner Injection Molds
1. Product Introduction – Precision Hot Runner Systems for High-Volume Manufacturing
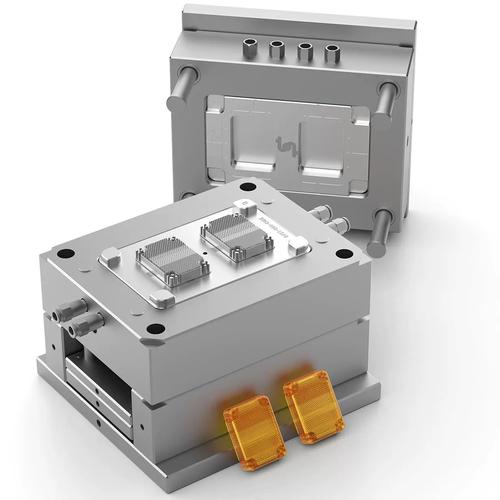
Our Custom Hot Runner Injection Molds are advanced molding systems designed to eliminate sprue waste, reduce cycle times, and improve part quality. Unlike conventional cold runner molds, hot runner systems keep the plastic melt inside the manifold and nozzles at precisely controlled temperatures, injecting molten material directly into the cavities through heated gates.
For manufacturers of plastic battery housings, automotive components, medical devices, and consumer electronics, our custom hot runner molds deliver:
Zero runner waste – 15–30% material savings
Faster cycles – 20–40% higher output
Superior part quality – No weld lines, sinks, or stress marks
Automation ready – Fully automatic operation without sprue breaking
Each mold is engineered specifically for your part geometry, material choice (ABS, PC, Nylon, UL94 V-0 grades, glass-filled plastics), and production volume requirements.

2. Key Benefits – Why Choose a Hot Runner Mold?
| Benefit | Description |
|---|---|
| Material Savings | No sprue or runner to discard – save 15–30% on engineering plastics |
| Shorter Cycle Times | Eliminates sprue cooling and removal time – 20–40% faster production |
| Better Part Quality | Precise gate control reduces weld lines, sinks, and internal stress |
| Full Automation | Molds run continuously without operator intervention for sprue removal |
| Flexible Gate Placement | Multiple hot drops can be positioned anywhere on the part |
| Consistent Cavity Fill | Balanced melt flow ensures identical parts from multi-cavity molds |
For battery housings requiring UL94 V-0 flame-retardant materials (which are expensive), material savings alone often pay for the hot runner tooling within the first year of production.
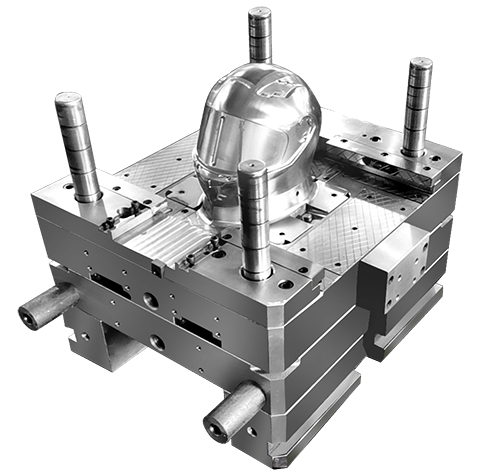
3. Hot Runner System Components – What's Inside the Mold?

A complete hot runner system consists of several precision-engineered components working together:
3.1 Manifold (Distribution Plate)
Machined from high-strength steel (P20, H13, or stainless steel)
Internal flow channels designed for balanced melt distribution
Heated with cartridge heaters or thermal rods
Temperature zones independently controlled
3.2 Nozzles
Available in various lengths, diameters, and tip styles
Open nozzle – Simple, cost-effective, suitable for most materials
Valve gate nozzle – Mechanical pin closes the gate, eliminates gate vestige, ideal for cosmetic surfaces
3.3 Heaters & Thermocouples
High-watt density band or cartridge heaters
J-type or K-type thermocouples for precise temperature feedback (±1°C accuracy)
3.4 Temperature Controller
Multi-zone PID control (single-zone to 48+ zones)
Over-temperature protection and diagnostic features
Interfaces with molding machine or stand-alone
3.5 Manifold Plate & Clamping System
Supports the manifold and seals against the mold plate
Prevents melt leakage with high-pressure seals (up to 30,000 psi)
4. Nozzle Types – Choosing the Right Solution for Your Part
| Feature | Open Nozzle | Valve Gate Nozzle |
|---|---|---|
| Gate vestige | Small protrusion (0.5–1mm) | Nearly flat (0–0.1mm) |
| Best for | Hidden surfaces, non-cosmetic parts | Visible surfaces, battery housings, medical parts |
| Material range | Standard thermoplastics | All materials including glass-filled and flame-retardant grades |
| Cycle time | Very fast | Slightly longer due to pin actuation |
| Cost | Lower | Higher (due to cylinders and pins) |
| Maintenance | Simpler | Requires periodic pin and seal replacement |
Our recommendation: For visible plastic battery housings or cosmetic components, always choose valve gate nozzles to achieve a clean, professional appearance with no post-molding trimming.
5. Custom Design Capabilities – Tailored to Your Part and Material
Every hot runner system we build is custom-engineered for your specific application. Our design process includes:
5.1 Gate Location Analysis
Mold flow simulation to determine optimal gate positions
Avoid weld lines near critical features (ribs, bosses, snap-fits)
Sequence valve gate timing for large or complex parts
5.2 Balanced Melt Flow
Manifold channels designed using computational fluid dynamics (CFD)
Equal pressure drop to each cavity in multi-cavity molds
Shear heating calculations for temperature-sensitive materials (PC, Nylon)
5.3 Thermal Expansion Management
Finite element analysis (FEA) of the manifold and mold base
Expansion gaps calculated to prevent binding at operating temperature
Proper preload on seals and alignment pins
5.4 Material-Specific Features
| Material | Special Considerations |
|---|---|
| Glass-filled (GF) | Abrasion-resistant nozzle tips, hardened steel manifold |
| UL94 V-0 FR plastics | Corrosion-resistant components, precise temperature control to prevent degradation |
| PC / PC-ABS | Large flow channels, slow injection, valve gates preferred |
| Nylon (PA6/PA66) | Hot runner must be shut down during idle periods to prevent degradation |
| TPE / TPV (soft materials) | Large gates, open nozzles typically sufficient |
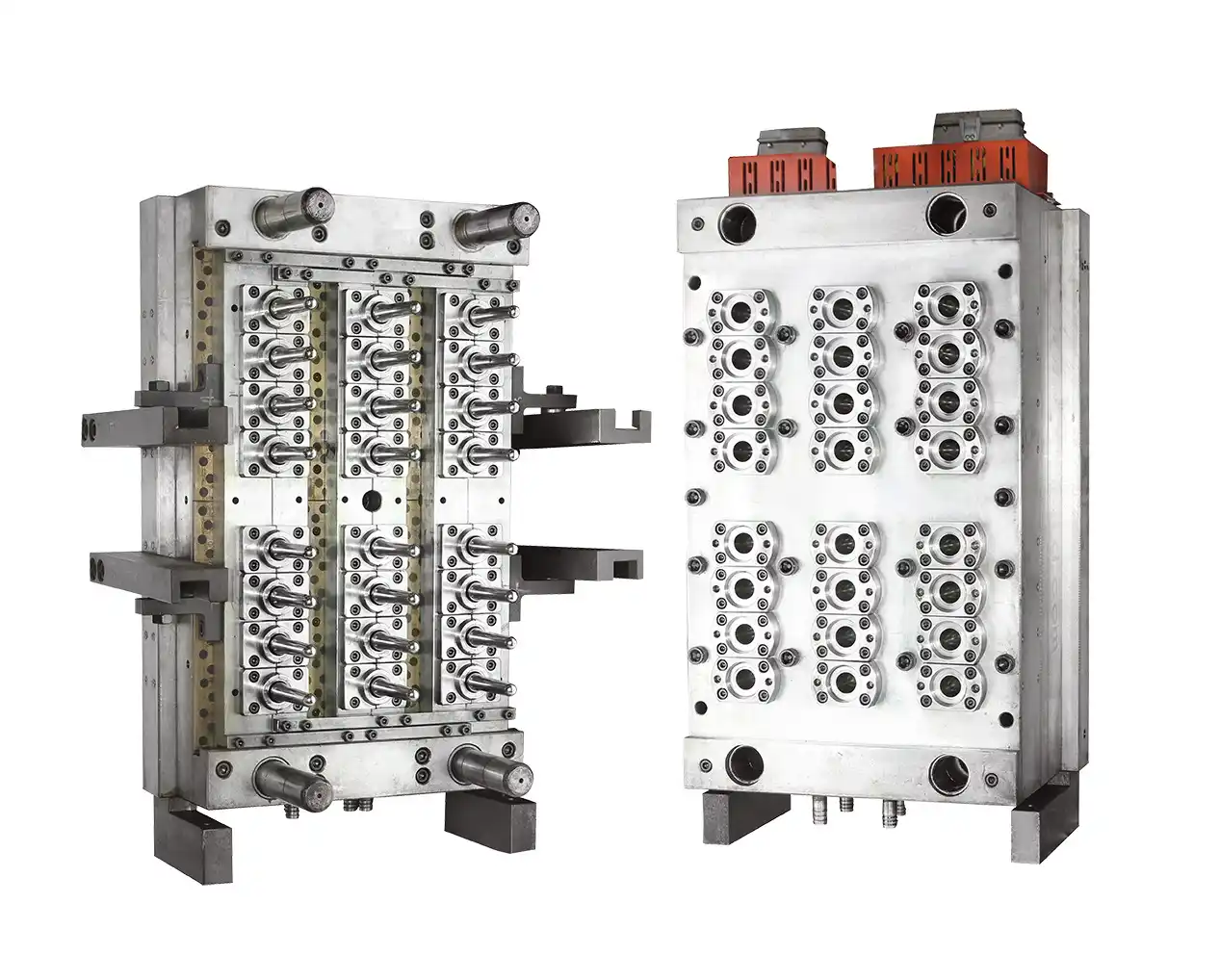
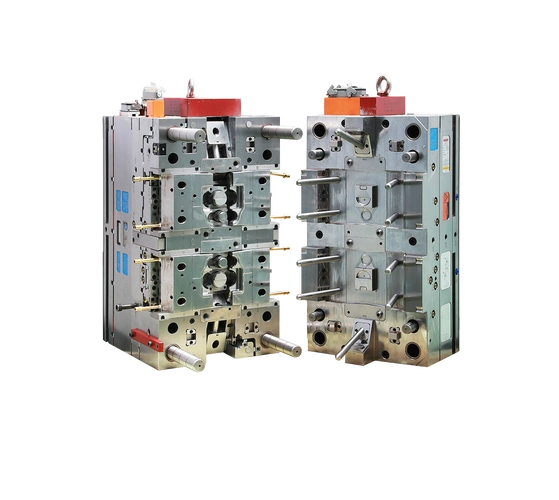
6. Multi-Cavity & Family Mold Configurations

To maximize productivity for high-volume battery housing production, we design hot runner molds with:
| Cavity Count | Typical Application | Output per cycle (1-minute cycle) |
|---|---|---|
| 2 cavities | Large parts, initial validation | 120 parts/hour |
| 4 cavities | Medium battery trays, power tool housings | 240 parts/hour |
| 8 cavities | Small to medium housings, high volume | 480 parts/hour |
| 16 cavities | Ultra-compact parts (18650 cell holders) | 960 parts/hour |
| 32+ cavities | Miniature components (connectors, spacers) | 1,920+ parts/hour |
Family molds – Different part numbers in the same mold (e.g., top cover + bottom housing + latch). Hot runner systems allow independent gate control for each part type.
7. Temperature Control – The Heart of a Hot Runner System
Precise temperature control is critical for hot runner performance. Our systems feature:
7.1 Independent Zone Control
Each nozzle and manifold zone has dedicated heater and thermocouple
Typical system: 4 to 48 zones
Accuracy: ±1°C from setpoint
7.2 Advanced PID Algorithms
Auto-tuning for each zone
Adaptive control for different materials and cycle times
Soft-start function to prevent heater damage
7.3 Safety Features
Over-temperature shutdown (user-settable limit)
Heater break detection
Thermocouple reverse polarity protection
Leakage current monitoring
7.4 Controller Options
| Controller Type | Best For | Features |
|---|---|---|
| Basic (1–8 zones) | Small molds, single-cavity | Manual tuning, simple interface |
| Mid-range (8–24 zones) | Production molds, 4–8 cavities | Auto-tune, data logging, remote access |
| High-end (24–48+ zones) | Large multi-cavity molds, complex systems | Touchscreen, Ethernet/IP, molding machine integration |
8. Manufacturing & Quality – Building Molds That Last
Our hot runner molds are manufactured in-house using precision CNC equipment and rigorous quality control.
8.1 Manufacturing Process
| Step | Description |
|---|---|
| 1. Design & Simulation | 3D modeling, mold flow, thermal FEA |
| 2. Material Selection | Tool steel (P20, H13, 420SS) or aluminum for prototyping |
| 3. CNC Machining | 5-axis milling, wire EDM for flow channels |
| 4. Heat Treatment | Hardening, tempering, nitriding (for wear resistance) |
| 5. Grinding & Polishing | Surface finish RA 0.4μm or better |
| 6. Assembly | Heater, thermocouple, and nozzle installation |
| 7. Leak Testing | Pressure test manifold at 1.5x operating pressure |
| 8. Thermal Testing | Run at operating temperature, verify all zones |
8.2 Quality Control Checklist
✅ Dimensional inspection of manifold and nozzles (CMM, ±0.01mm)
✅ Electrical safety test (insulation resistance >10MΩ at 500V)
✅ Thermocouple accuracy check (±1°C)
✅ Gate concentricity (within 0.05mm)
✅ Nozzle tip flatness (within 0.02mm)
✅ Manifold flatness (within 0.02mm across 300mm)
9. Materials Compatibility – What Can You Run in Our Hot Runners?
Our hot runner systems are compatible with the full range of thermoplastics:
| Material Family | Examples | Hot Runner Suitability |
|---|---|---|
| Standard | ABS, PS, PP, PE | Excellent – open or valve gate |
| Engineering | PC, PC/ABS, PA6, PA66, POM | Very good – valve gate recommended |
| Flame-retardant | UL94 V-0, V-1, V-2 grades | Good – use corrosion-resistant steel for FR additives |
| Glass-filled | Nylon+GF, PC+GF, PBT+GF | Good – hardened tips and seals required |
| High-temperature | PEEK, PPS, PEI (Ultem) | Yes – high-temperature nozzles (up to 450°C) |
| Elastomers | TPE, TPV, TPU | Yes – large gates, open nozzles typically used |
| Bio-resins | PLA, PHA | Yes – lower temperature settings |
We do NOT recommend hot runners for: PVC (degrades with prolonged heat), thermosets (cure in manifold), or extremely filled materials (>50% filler).
10. Integration with Your Molding Machine
Our hot runner systems are designed to fit standard molding machines from all major manufacturers:
Clamping force: 50 to 2000+ tons
Platen size: Custom bolt circle and locating ring dimensions
Electrical connection: Single multi-pin connector (HARTING, Amphenol, or customer-specified)
Valve gate actuation: Pneumatic (standard) or hydraulic (high-pressure applications)
Machine interface: SPI, Euromap, or custom protocol
Installation support: We provide detailed installation drawings, wiring diagrams, and on-site or remote commissioning assistance.
11. Maintenance & Service – Keeping Your Mold Running
Proper maintenance extends hot runner life to 500,000+ cycles. We provide:
11.1 Recommended Maintenance Schedule
| Interval | Tasks |
|---|---|
| Daily | Check for leakage at manifold and nozzles, verify all zones reach temperature |
| Weekly | Clean gate tips, inspect electrical connectors |
| Monthly | Measure heater resistance, check thermocouple continuity |
| Every 100k cycles | Replace nozzle tips and seals, inspect manifold for wear |
| Every 500k cycles | Full disassembly, heater replacement, manifold resurfacing |
11.2 Spare Parts Kits
We supply custom spare parts kits containing:
Replacement nozzle tips and seals (50–100 pcs)
Spare heaters and thermocouples (2 per zone)
Sealing gaskets and O-rings
Valve gate pins and cylinders (for valve gate systems)
12. Applications – Industries We Serve
Our custom hot runner molds are used across multiple industries:
| Industry | Typical Parts | Hot Runner Benefits |
|---|---|---|
| Battery & Energy Storage | Battery housings, cell holders, terminal insulators | Material savings (expensive UL94 V-0 plastics), clean gate vestige |
| Automotive | Interior trim, under-hood components, lighting lenses | Multi-cavity for high volume, weld-line elimination |
| Medical | Syringes, diagnostic cassettes, device housings | Clean molding (no sprue dust), valve gate for cosmetics |
| Consumer Electronics | Phone cases, laptop bezels, smart home devices | Family molds, multiple gates for large parts |
| Packaging | Caps, closures, thin-wall containers | Fast cycles, 32+ cavity molds |
| Industrial | Gears, connectors, tool housings | Glass-filled material capability |
13. Project Workflow – From Inquiry to Production
6-step process diagram – Inquiry → Design → Manufacturing → Assembly → Testing → Delivery]
Step 1: Requirements Analysis (2–3 days)
You provide: Part drawing/3D model, material, volume, molding machine specs
We provide: Preliminary quote, gate location proposal, cavity count recommendation
Step 2: Detailed Design (1–3 weeks)
3D model of complete hot runner assembly
Mold flow simulation and thermal FEA
Detailed manufacturing drawings
Step 3: Manufacturing (4–8 weeks)
Manifold machining, heat treatment, grinding
Nozzle assembly and heater installation
Quality inspection at each stage
Step 4: Assembly & Testing (1 week)
Complete hot runner assembled into mold base
Thermal test (all zones reach temperature, no leaks)
Electrical safety test
Step 5: Sample Molding (optional, 1–3 days)
We run samples on our in-house injection molding machines
Provide sample parts and process parameters
Step 6: Delivery & Commissioning (1 week shipping)
Crated for safe transport
On-site or remote installation support available
Total typical lead time: 6–12 weeks depending on complexity
14. Technical Specifications – Complete Reference
| Parameter | Range / Options |
|---|---|
| Manifold material | P20, H13, 420 stainless steel, or aluminum (prototype) |
| Nozzle type | Open nozzle or valve gate (pneumatic or hydraulic) |
| Cavity count | 1 to 32+ (custom) |
| Gate diameter | 0.8mm – 4.0mm |
| Max melt temperature | 450°C (for PEEK, PPS) |
| Max manifold pressure | 30,000 psi (2,070 bar) |
| Temperature control accuracy | ±1°C |
| Controller zones | 1 to 48+ (custom) |
| Controller communication | SPI, Euromap, Ethernet/IP, Profibus |
| Heater type | Cartridge (manifold) or band (nozzle) |
| Thermocouple type | J-type or K-type |
| Electrical connection | Single multi-pin connector (customer specified) |
| Mold compatibility | Standard platen sizes, custom locating ring |
| Warranty | 12 months parts and labor |
15. Why Choose Us as Your Hot Runner Partner?
With over 15 years of experience designing and manufacturing hot runner systems, we offer:
In-house engineering – No outsourcing. We design, simulate, and manufacture under one roof.
Free mold flow analysis – We prove the gate location and fill balance before you approve the design.
Short lead times – 6–8 weeks for standard systems, 10–12 weeks for complex multi-cavity.
Competitive pricing – 15–25% lower than major hot runner brands for equivalent quality.
Global support – English and Mandarin technical support, on-site commissioning available.
Retrofit expertise – We can replace failed hot runner systems in existing molds from any manufacturer (Husky, Mold-Masters, Synventive, INCOE, Yudo, etc.)
What our customers say:
*“We switched to their hot runner system for our UL94 V-0 battery housing mold. Material waste dropped from 22% to under 3%, and cycle time improved by 35%. The mold has run for 400,000 cycles with zero hot runner issues.”* – Production Manager, Energy Storage Company
16. Request a Quote – Start Your Custom Hot Runner Project Today
Ready to reduce waste, increase output, and improve part quality with a custom hot runner mold?
What we need to get started:
Part 3D model (STEP, IGES, or STP)
Material type and grade (e.g., PC/ABS UL94 V-0)
Estimated annual volume (e.g., 500,000 parts/year)
Injection molding machine specifications (tonnage, platen size, ejector layout)
Any special requirements (gate vestige limit, multi-cavity, family mold, etc.)
What exactly are your OEM services?
Our OEM (Original Equipment Manufacturing) service allows you to bring your unique outdoor gear ideas to life. We handle the entire product development and manufacturing process based on your specifications, designs, and brand requirements. From initial concept and material sourcing to prototyping, production, and quality control, we become your dedicated manufacturing partner. Your brand logo and identity will be applied to the final products.What is your MOQ (Minimum Order Quantity)?
We understand that brands need flexibility, especially when launching new products. Therefore, we offer flexible MOQs, which vary depending on the product complexity, materials required, and customization level. We encourage you to discuss your project with us, and we will do our best to propose a feasible MOQ.Can you help us develop a product from just an idea or a sketch?
Absolutely! We specialize in turning concepts into high-quality, market-ready products. Our product development team will work closely with you to refine your idea, select appropriate materials, create technical drawings, and develop prototypes until your vision is perfectly realized.What are the typical steps in the OEM process with your company?
1.Initial Inquiry & Consultation: You share your concept, target market, and requirements. 2.Quotation & Agreement: We provide a detailed quotation, and once approved, we sign a service agreement. 3.Research & Development (R&D): Our team works on technical designs, material selection, and sample development. 4.Prototyping: We create a physical prototype for your evaluation and feedback. 5. Molds:After design confirming, we will creat mold before production. 5.Sample Approval: You approve the final sample, confirming quality, design, and functionality. 6.Mass Production: Upon your production order confirmation, we begin manufacturing your products. 7.Rigorous Quality Control (QC): We conduct inspections throughout production and a final random inspection before shipment. 8.Shipping & Delivery: We securely pack and arrange shipment to your designated destination.How long does the entire process take from concept to delivery?
The timeline varies significantly based on product complexity and order quantity. A general estimate is: Development & Sampling: 4-8 weeks. Mass Production: 4-6 weeks after sample approval. Please note that this is an estimate, and a precise timeline will be provided with your project quotation.Who owns the intellectual property (IP) and mold/tooling for the custom products?
You retain 100% ownership of your brand identity, designs, and product IP. For any custom molds or tooling created specifically for your project, ownership can be transferred to you upon agreement. We strictly adhere to confidentiality and will never use your designs for other clients.How do you determine the price for an OEM order?
The unit price is determined by several factors, including: Product complexity and design Cost of raw materials Labor and manufacturing processes involved Order quantity Packaging requirements We strive to offer competitive pricing without compromising on quality.What is your quality control process?
Quality is our top priority. Our QC process includes: Incoming Quality Control (IQC): Inspection of all raw materials. In-Process Quality Control (IPQC): Checks during key stages of production. Pre-Shipment Inspection (PSI): A final random inspection of finished products against your approved sample and our quality standards. We can provide detailed QC reports.Can we inspect the products before they are shipped?
Yes. We highly recommend a pre-shipment inspection. You are welcome to send your own QC inspector, or you can hire a third-party inspection company to perform the check at our factory. We can also provide you with photos and videos of the production and final products.How do you handle shipping?
We have extensive experience in shipping outdoor gear globally. We can handle the logistics for you and arrange shipment via sea (for large volumes) or air (for smaller, urgent orders). We work with reliable freight forwarders to ensure a smooth process. Shipping costs will be included in your final quotation.
Related Products